ミルスレッド情報ページ > ミルスレッド用メートルねじ寸法計算機●シムテック ユーザー様向け ミルスレッド用メートルねじ寸法計算機(ベータ版)
細心の注意を払ってデータを作成しておりますが、試験運用中につき参考という事でお願い致します。
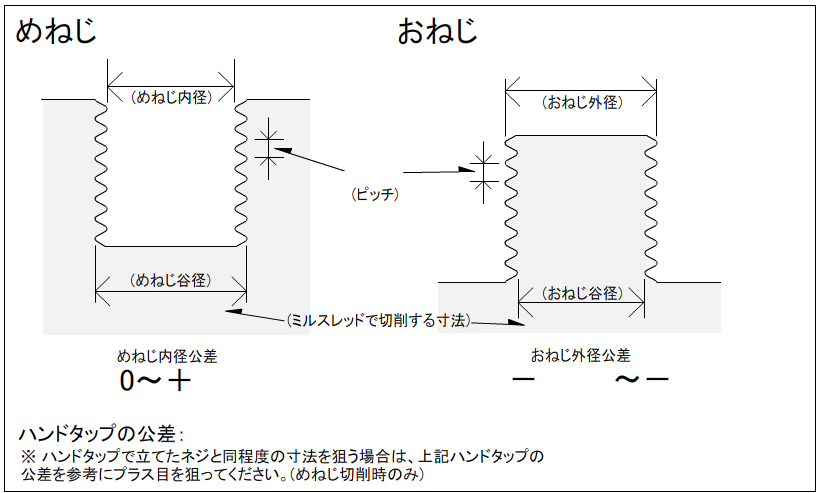
呼び径とピッチを入力して計算ボタンを押してください。
M
●メーカーページ(カーメックス)
http://www.carmex.com/
左下のMill-Thread Softwareを選ぶと、Gコードを作成できます。
Gコードが使える場合は、こちらのソフトの使用を推奨します。
また、工具の推奨回転数や、送り速度も表示されます。
(回転と送りについては、エンドミルと同程度で使用されるユーザー様が多いです。)
Thread-Turning Softwareは、旋盤用のソフトですが、ネジの形状(寸法)が確認できます。
上記に設置の弊社プログラムは、「Thread-Turning Software」と同じ寸法を表示しています。
●ミルスレッド自体の刃径公差について
以下、メーカーからの回答。ミルスレッドは概ね-0.04以下のマイナス公差になっています。
●アップカットとバリについて
ミルスレッドでの切削は、アップカットを推奨します(バリが出にくいため)。
●JIS規格について
こちらのページで、資料を閲覧することができます。
日本工業標準調査会 (ページ下方のデータベース検索→JIS検索)
よく使われる資料は下記の通りです。
JIS B 0205-1 「一般用メートルねじ 第1部:基準山形」
JIS B 0205-2 「一般用メートルねじ 第2部:全体系」
JIS B 0205-3 「一般用メートルねじ 第3部:ねじ部品用に選択したサイズ」
JIS B 0205-4 「一般用メートルねじ 第4部:基準寸法」
JIS B 0209-1 「一般用メートルねじ−公差− 第1部:原則及び基礎データ」
JIS B 0209-2 「一般用メートルねじ−公差− 第2部:一般用おねじ及びめねじの許容限界寸法−中(はめあい区分)」
JIS B 0209-3 「一般用メートルねじ−公差− 第3部:構造体用ねじの寸法許容差」
JIS B 0202 「管用平行ねじ」
JIS B 0203 「管用テーパーねじ」
●お問合せ先
シムテック(TEL) 06-6304-0543